




Сервосистема Chasing Knife в обладнанні для автоматизації будівництва


Введення продуктів:
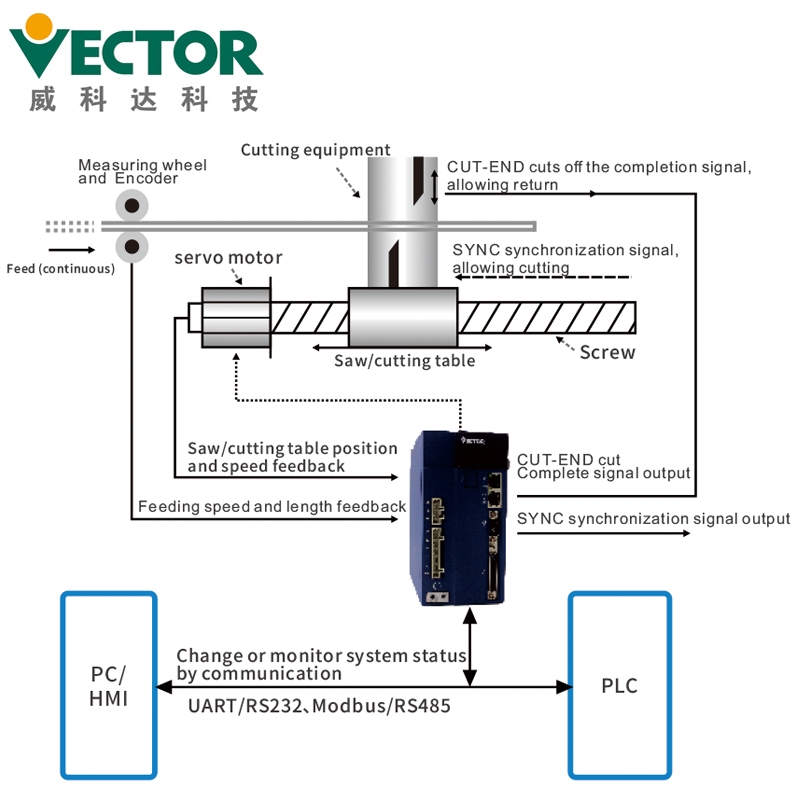
Спеціальний сервопривід VEC-VCF містить функцію автоматичного керування різанням.За допомогою швидкості подачі оброблюваного матеріалу автоматично регулюється швидкість руху пильного столу.Коли задана довжина досягнута, він входить у зону синхронізації та надсилає сигнал різання для обробки. Після того, як об’єкт було відпиляно, видається сигнал про завершення різання, і пильний стіл швидко повертається до початкової точки для підготовки до наступного різання.Продукт підходить для: будь-яких видів прутка, труби, фіксації довжини екструдованого профілю, наповнення/ін’єкції та іншого спеціального обладнання для обробки, яке має рухатися разом із заготовкою.
Характеристики продуктів:
1. Автоматичний пошук механічного початку (метод абсолютних координат);
2. Рухайтеся вперед і назад, довільно вкажіть початок машини (метод відносної координати);
3. Функція прискорення S-кривої, яка автоматично відстежує швидкість подачі основної волосіні
і обчислює попереднє навантаження
4. У процесі прискорення S-кривої також можна використовувати компенсацію крутного моменту для швидкої синхронізації та зменшення помилок різання;
5. Чотирисегментна крива S (пряме прискорення/уповільнення, зворотне прискорення/уповільнення), можна встановити індивідуально;
6. Розпізнавання Print Mark і автоматичне коригування довжини різання;
7. Забезпечте налаштування Mark-Window для друку пунктуації, щоб покращити здатність розпізнавання Mark;
8. Функція керування замовленнями, чотири групи замовлень можна перемикати за бажанням.
Деталі продукту:
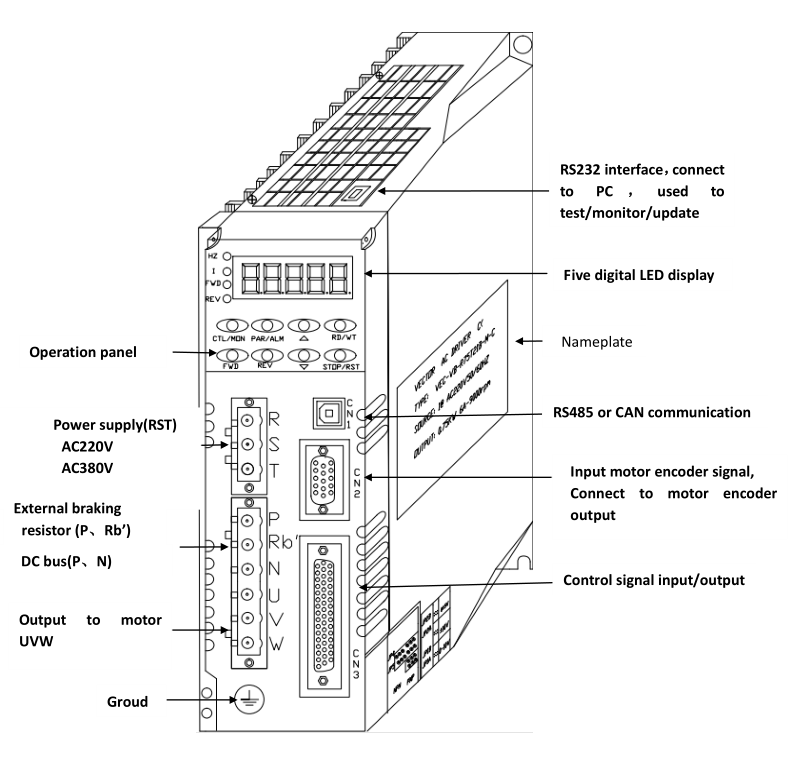




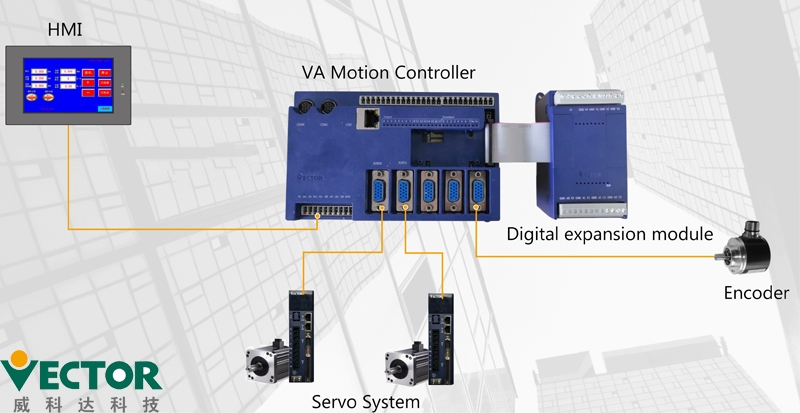
Розділ управління:
Контролер руху: VEC-VA-MP-005MA
Модуль розширення IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
Частина сервоприводу: Сервопривід тяги: VEC-VC-022H33D-M-CA
Сервопривід для згинання: VEC-VC-02733H-ME
Частина серводвигуна: Тяговий серводвигун: 200FMB-01520E33F-MF2IA
Сервомотор для згинання: 180ME-4R415A33F-MF2K
Продуктивність обладнання:
Машина для згинання обручів використовує контролер руху VA як контролер, який має високу реакцію та цикл сканування
Мінімум становить 1 мс, уся обробка м’яка, а вплив на машину менший.Контроль робить
Попередня подача та згинання можуть ефективно скоротити відповідний час обробки.Візьмемо, наприклад, стремена 200*200,
Фактичне вимірювання може бути завершено лише за 3,3 секунди, досягаючи більше 18 за хвилину, а ефективність порівнюється з версією PLC - послідовність 4 секунди була значно скорочена